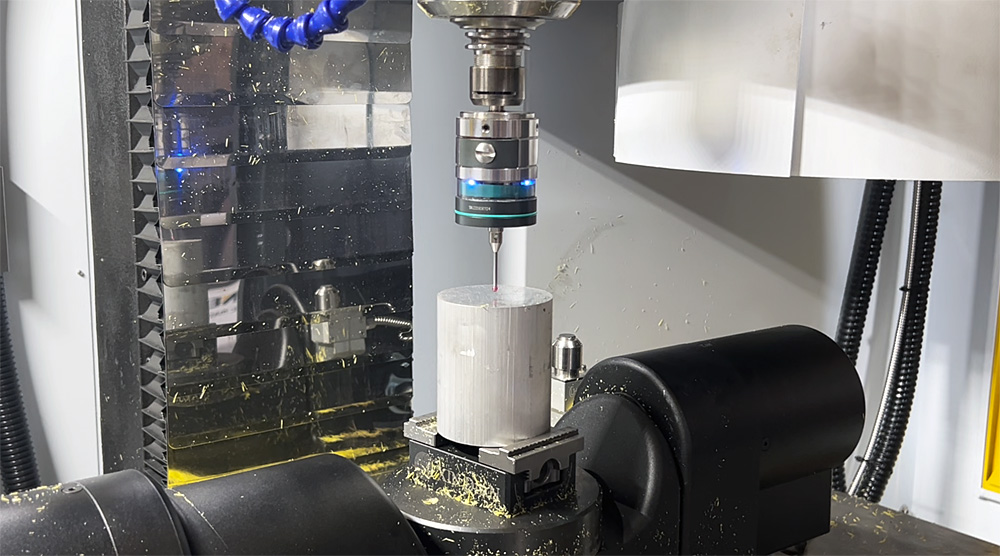
▲VMC300小五轴加工中心在线测量
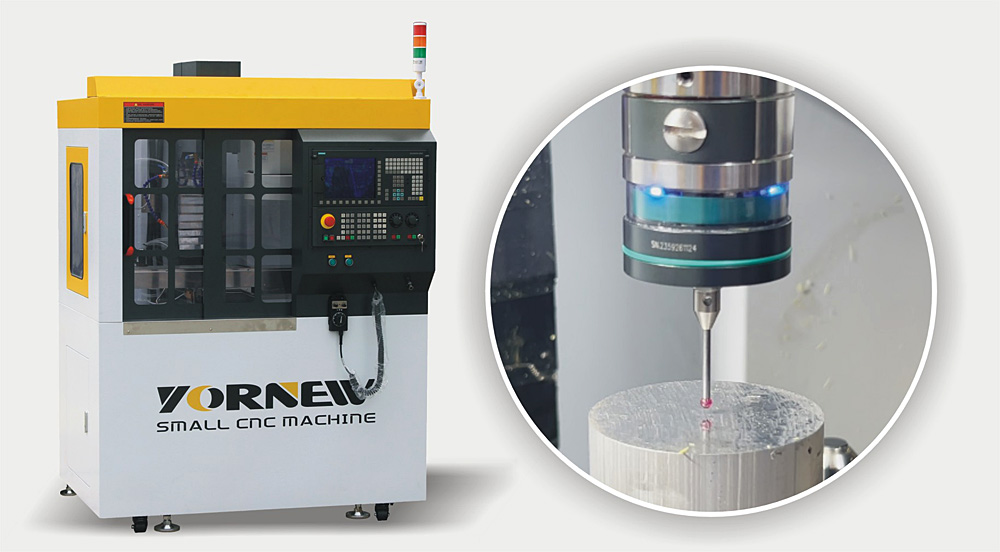
▲小型五轴加工中心在线测量系统
▲VMC300小型五轴加工中心
▲MX220小型五轴教学机
© 中国·yl23411(永利)集团官网-Officialwebsite| All Rights Reserved | 粤ICP备17022107号-1
微信公众号
关注育菁微信公众号!